距离会员到期还有30天
正在加载...
本专题为土木在线工程的质量通病设计专题,全部内容来自与土木在线论坛及资料库精心选择与工程的质量通病设计相关的资料分享,土木在线为国内专业建筑垂直网站,含有众多土木工程专业资料,助力土木工程师成长,更多道路工程设计资料请访问土木在线官方网站。
已有人订阅
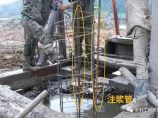
桩基础工程属于地下隐蔽工程,直接关系到主体工程的安全。为确保桩基础工程的施工质量,对施工过程中可能出现的质量通病,分析其产生原因,并采取一定的预防措施和治理方法,以尽可能避免质量通病出现,防止对工程质量产生影响。 水泥搅拌桩是以水泥作为固结剂,通过特制的深层搅拌机械,在地基深部就地将土体和固化剂强制拌和,使土体和水泥结成具有整体性和稳定性的柱状、壁状和块状等不同形式的加固体,并可提高地基承载力。...查看详情
19 闪光对焊—接头弯折或偏心 19.1 表现形式 接头处产生弯折,折角超过规定,或接头处偏心,轴线偏移大于0.1d或2mm。 19.2 产生原因 (1)钢筋端头歪斜。 (2)电极变形太大或安装不准确。 (3)焊机夹具晃动太大。 (4)操作不注意。 19.3 防治措施 (1)钢筋端头弯曲时,焊前应予以矫直或切除。 (2)经常保持电极的正常外形,变形较大时应及...查看详情
29 电弧焊—夹渣 29.1 表现形式 焊缝金属中存在块状或弥散状非金属夹渣物。 29.2 产生原因 产生夹渣的原因很多,主要是由于准备工作未做好或操作技术不熟练引起的,如运条不当、焊接电流小、钝边大、坡口角度小、焊条直径较粗等。夹渣也可能来自钢筋表面的铁锈、氧化皮、水泥浆等污物,或焊接熔渣渗入焊缝所致c在多层施焊时,熔渣没有清除干净,也会造成层间夹渣。 29.3 防治措施 ...查看详情
25 电弧焊—弧坑过大 25.1 表现形式 收弧时弧坑未填满,在焊缝上有较明显的缺肉,甚至产生龟裂,在接头受力时成为薄弱环节。 25.2 产生原因 这种缺陷主要是焊接过程中突然灭弧引起的。 25.3 防治措施 焊条在收弧处稍多停留一会,或者采用几次断续灭弧补焊,填满凹坑。但碱性直流焊条不宜采用断续灭弧法,以防止产生气孔。 26 电弧焊—脆断 ...查看详情
7 边坡滑坡 7.1 表现形式 在斜坡地段,土体或岩体受到水(地表水、地下水)、人的活动或地震作用等因素的影响,边坡的大量土或岩体在重力作用下,沿着一定的软弱结构面(带)整体向下滑动,造成线路摧毁,建筑物产生裂缝、倾斜、滑移,甚至倒塌等现象,危害性往往十分严重。 7.2 产生原因 (1)边坡坡度不够,倾角过大,土体因自重及地表水(或地下水)浸入,剪切应力增加,粘聚力减弱,使土体失稳...查看详情
10 基坑(槽)开挖遇流砂 10.1 表现形式 当基坑(槽)开挖深于地下水位0.5m以下,采取坑内抽水时,坑(槽)底下面的土产生流动状态,随地下水一起涌进坑内,出现边挖、边冒,无法挖深的现象。发生流砂时,土完全失去承载力,不但使施工条件恶化,而且严重时会引起基础边坡塌方,附近建筑物会因地基被掏空而下沉、倾斜,甚至倒塌。 10.2 产生原因 (1)当坑外水位高于坑内抽水后的水位,坑外...查看详情
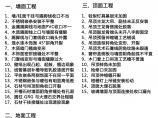
本期分享 从装饰施工现场一线汇总的40例常见的顶/墙/地面质量通病并给出防治措施图文解析 ,供大家学习参考: 01 墙面工程 17例常见施工质量通病与防治 1、墙、柱面干挂搪瓷钢板安装槽口与踢脚线收口有空洞 1)通病现象 搪瓷钢板安装完成后柱面安装槽口与石材踢脚线接口处出现空洞。 ...查看详情
1 蜂窝(烂根) 1.1 表现形式 混凝土结构局部出现酥松、砂浆少、石子多、石子之间形成空隙,类似蜂窝状的窟窿(深度一般未见钢筋);位于墩墙底部与底板接触处的蜂窝通常称之为“烂根”。 1.2 产生原因 (1)混凝土浇筑过程中砂、石子、胶凝材料、拌和水等计量不准,造成砂浆少、石子多。 (2)混凝土搅拌时间不够,未拌合均匀,和易性差。 (3)下料不当或下料过高,未设串筒使石子...查看详情
11混凝土深层裂缝(含贯穿缝) 11.1 表现形式 厚大体积混凝土出现纵向或横向裂缝,墩墙结构混凝土出现有规则的竖向裂缝,以贯穿性裂缝居多。 11.2 产生原因 大体积混凝土裂缝产生的原因很多,至今仍是世界范围专家、学者和工程技术人员研究的热门话题。主要有:水泥水化热,约束条件,环境温度和混凝土的收缩变形特性等。 11.3 防治措施 (1)科学研究和大量工程实践证明,防...查看详情
10 成型尺寸不准 10.1 表现形式 已成型的钢筋长度和弯曲角度不符合图纸要求。 10.2 产生原因 下料不准确;画线方法不对或误差大;用手工弯曲时,扳距选择不当;角度控制没有采取保证措施。 10.3 防治措施 加强钢筋配料管理工作,根据设备情况和传统操作经验,预先确定各种形状钢筋下料长度调整值,配料时事先考虑周到;为了画线简单和操作可靠,要根据实际成型条件(弯曲类型和相应的...查看详情
13 闪光对焊—未焊透 13.1 表现形式 焊口局部区域未能相互结晶,焊合不良,按头镦粗变形量很小,挤出的金属毛刺极不均匀,多集中了上口,并产生严重的胀开现象;从断口上可看到如同有氧化膜的粘合面存在。 13.2 产生原因 (1)焊接工艺方法应用不当。比如,对断面较大的钢筋理应采取预热闪光焊工艺施焊,但却采用了连续闪光焊工艺。 (2)焊接参数选择不合适:特别是烧化留量太小,变压...查看详情
15 闪光对焊—过热 15.1 表现形式 从焊缝或近缝区断口上可看到粗晶状态。 15.2 产生原因 (1)预热过分,焊口及其近缝区金属强烈受热。 (2)预热时接触太轻,间歇时间太短,热量过分集中于焊口。 (3)沿焊件纵向的加热区域过宽,顶锻留量偏小,顶锻过程不足以使近缝区产生适当的塑性变形,未能将过热金属排除于焊口之外。 (4)为了顶锻省力,带电顶锻延续较长,或顶锻不得法,致...查看详情
37 钢筋遗漏 37.1 表现形式 在检查核对绑扎好的钢筋骨架时,发现某号钢筋遗漏。 37.2 产生原因 施工管理不当,没有深入熟悉图纸内容和研究各号钢筋安装顺序。 37.3 防治措施 绑扎钢筋骨架之前要基本上记住图纸内容,并按钢筋材料表核对配料单和料牌,检查钢筋规格是否齐全难确,形状、数量是否与图纸相符;在熟悉图纸的基础上,仔细研究各号钢筋绑扎安装顺序和步骤;整个钢筋骨架绑...查看详情
1 表面锈蚀 1.1 表现形式 (1)浮锈。钢筋表面轻微锈蚀,附有较均匀的细粉末,呈黄色或淡红色。 (2)陈锈。锈迹粉末较粗,用手捻略有微粒感,颜色转红,有的呈红褐色。 (3)老锈。锈斑明显,有麻坑,出现起层的片状分离现象,锈斑几乎遍及整根钢筋表面;颜色变暗,深褐色,严重的接近黑色。 1.2 产生原因 保管不良,受到雨、雪侵蚀;存放期过长;仓库环境潮湿,通风不良。 1.3 防...查看详情
5 条料弯曲 5.1 表现形式 沿钢筋全长有一处或数处“慢弯”。 5.2 产生原因 与“原料曲折”类似,但每批条料或多或少几乎都有“慢弯”。 5.3 防治措施 采用与“原料曲折”类似措施,可减轻条料弯曲程度。 5.4 治理办法 直径为14mm以下(含14mm)的钢筋用钢筋调直机调直;直径14mm以上的粗钢筋用人工调直。可用手工成型钢筋的工作案子,将弯折处放在卡盘上扳柱间...查看详情
8 柱模板缺陷 8.1 表现形式 (1)截面尺寸不准,鼓出、漏浆,混凝土不密实或蜂窝麻面。 (2)偏斜,一排柱子不在同一轴线上。 (3)柱身扭曲,梁柱接头处偏差大。 8.2 产生原因 (1)柱箍间距太大或不牢。 (2)测放轴线不认真。 (3)成排柱子支模不跟线、不找方,钢筋偏移未扳正就套柱模。 (4)柱模未保护好,支模前已歪扭,未整修好就使用。板缝不严密。 ...查看详情
5 立模后仓面内未清理干净 5.1 表现形式 仓面内残留建筑垃圾,拆模后发现混凝土中有缝隙夹垃圾、杂物。 5.2 产生原因 (1)钢筋绑扎完毕,模板位置未用压缩空气或压力水清扫。 (2)封模前未进行清扫。 (3)墙柱根部、梁柱接头最低处未留清扫孔,或所留位置不当无法进行清扫。 5.3 防治措施 (1)钢筋绑扎完毕,用压缩空气或压力水清除模板内垃圾。 (2)...查看详情